
W programowaniu CNC najwięcej błędów nie wynika z samego ruchu narzędzia, tylko z tego, jak sterowanie interpretuje płaszczyznę obróbki. W praktyce gcode g17 sprowadza się do ustawienia płaszczyzny XY, ale to ustawienie wpływa też na łuki, helisy, zapis współrzędnych I/J i zachowanie kompensacji promienia narzędzia. Jeśli pracujesz na frezarce i chcesz uniknąć niejasnych alarmów albo krzywych konturów, warto rozumieć tę komendę bardzo konkretnie.
Najważniejsze fakty o G17, które warto mieć pod ręką
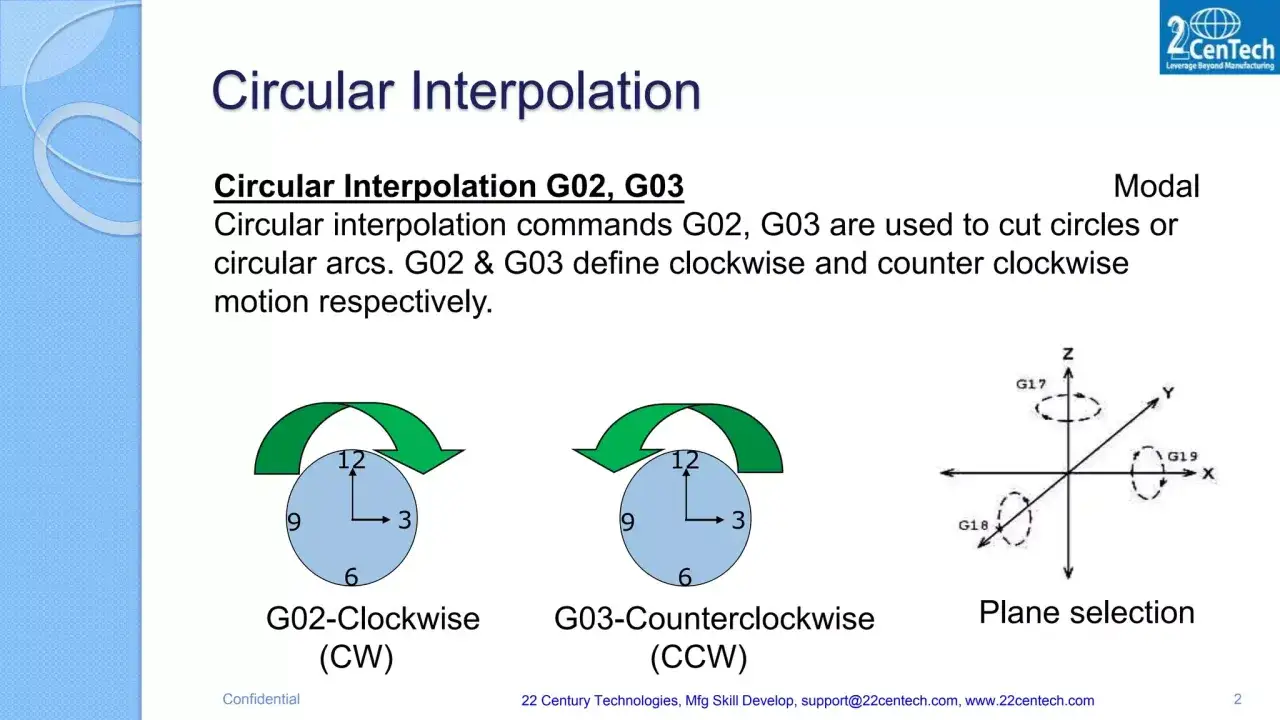
- G17 wybiera płaszczyznę XY i jest to ustawienie modalne, czyli działa dalej, dopóki nie zmienisz go na G18 albo G19.
- Na wielu sterowaniach to właśnie G17 jest płaszczyzną domyślną dla frezowania 2D i 2,5D.
- Komenda ma największe znaczenie przy G02/G03, czyli łukach i okręgach.
- W tej płaszczyźnie zwykle używa się współrzędnych I i J, a nie K.
- W wielu typowych zastosowaniach kompensacja promienia narzędzia G41/G42 działa właśnie w G17.
- Jeśli po głowie chodzi Ci tylko „czy program ruszy”, odpowiedź brzmi: tak, ale tylko wtedy, gdy płaszczyzna zgadza się z geometrią ruchu.
Co naprawdę robi G17 w programie
G17 nie wykonuje ruchu narzędzia. Ono tylko mówi sterowaniu, że kolejne obliczenia mają być prowadzone w płaszczyźnie XY. Dla frezera to zwykle naturalny punkt odniesienia: stół jest „poziomą kartką”, X idzie w jedną stronę, Y w drugą, a Z odpowiada za zagłębianie i wycofanie.
W praktyce traktuję G17 jako ustawienie bazowe dla większości operacji na frezarce. Jeśli program ma profil, kieszeń, łuk w płaszczyźnie stołu albo klasyczne wiercenie z pozycjonowaniem w X i Y, właśnie tutaj wszystko układa się najczytelniej. To też ustawienie modalne, więc po wpisaniu pozostaje aktywne, aż program jawnie przełączy je na inną płaszczyznę.
Warto zapamiętać jeszcze jedną rzecz: na wielu sterowaniach G17 jest aktywne domyślnie po uruchomieniu maszyny, ale ja nigdy nie opieram produkcyjnego programu na samym założeniu. Bezpieczniej jest ustawić płaszczyznę jawnie w bloku startowym, niż liczyć na pamięć sterowania albo zwyczaje poprzedniego operatora. Gdy to rozumiesz, łatwiej przejść do tego, jak G17 wpływa na samą geometrię łuków.
Jak G17 prowadzi łuki, helisy i punkty środkowe
W płaszczyźnie G17 sterowanie czyta ruch po osiach X i Y, a Z traktuje jako oś prostopadłą. Dlatego przy łukach i okręgach najważniejsze są właśnie te dwie osie oraz ich opis przez I i J. W tej konfiguracji K zwykle nie bierze udziału w wyznaczaniu środka łuku.
To jest moment, w którym wielu początkujących popełnia ten sam błąd: poprawnie wpisują końcowy punkt, ale mylą oś środka albo zostawiają aktywną niewłaściwą płaszczyznę. Efekt bywa różny, od alarmu po ruch, który formalnie się wykona, ale nie tam, gdzie trzeba.
G17
G00 X10 Y10 Z5
G01 Z-2 F250
G03 X30 Y10 I10 J0 F400W powyższym przykładzie łuk jest liczony w XY, a środek okręgu wynika z przesunięcia I/J względem punktu startowego. Jeśli dodatkowo w tym samym bloku pojawi się Z, sterowanie może zbudować helisę, czyli łuk połączony z ruchem osi Z. To rozwiązanie przydaje się choćby przy interpolacji otworów, gwintowaniu lub wejściu w materiał po spirali, ale tylko wtedy, gdy kontroler rzeczywiście przewiduje taki tryb dla danego programu.
Ja patrzę na to tak: G17 porządkuje geometrię wokół stołu, a nie wokół narzędzia. Jeśli łuk ma być narysowany „na papierze położonym na stole”, to właśnie ta płaszczyzna jest właściwa. To prowadzi nas wprost do porównania z pozostałymi płaszczyznami.
G17, G18 i G19 różnią się czymś więcej niż tylko osią
Te trzy komendy tworzą podstawowy zestaw wyboru płaszczyzny w CNC. Na frezarce najczęściej pracuje się w G17, ale gdy wchodzisz głowicą kątową, obrabiasz bok detalu albo programujesz ruch w innej orientacji, trzeba przełączyć się na G18 albo G19. Różnica nie dotyczy wyłącznie „nazwy osi”, lecz całego sposobu liczenia łuku i interpretacji danych I/J/K.
| Kod | Płaszczyzna | Najczęstszy ruch | Wartości środka | Typowe zastosowanie |
|---|---|---|---|---|
| G17 | XY | Kontury 2D, kieszenie, łuki na stole | I, J | Standardowe frezowanie z góry |
| G18 | XZ | Łuk w przekroju XZ | I, K | Głowica kątowa, ruch po boku detalu |
| G19 | YZ | Łuk w przekroju YZ | J, K | Nietypowe ustawienia i obróbka boczna |
Najważniejsza praktyczna zasada jest prosta: jeśli geometria nie leży w XY, samo G17 już nie wystarczy. Przy obróbce głowicą kątową albo w ruchach bocznych trzeba wybrać właściwą płaszczyznę zanim pojawi się G02 lub G03. Po zakończeniu takiej operacji wracam do G17, żeby kolejne klasyczne kontury nie dziedziczyły „obcego” układu. Gdy ten porządek jest jasny, łatwiej zobaczyć, gdzie programy najczęściej się wykładają.
Najczęstsze błędy przy pracy na niewłaściwej płaszczyźnie
- Łuk liczony w złej płaszczyźnie - program wygląda poprawnie, ale sterowanie interpretuje go w XZ albo YZ. To najprostsza droga do alarmu lub zniekształconego toru.
- Pomylone I/J/K - środek łuku jest wpisany pod złą osią, więc geometria „ucieka” mimo poprawnych punktów końcowych.
- G41/G42 aktywne poza właściwą płaszczyzną - w klasycznej obróbce 2D kompensacja promienia narzędzia jest związana z XY. W innych układach trzeba bardzo uważać, bo nie każde sterowanie pozwala na ten sam zestaw ruchów.
- Pozostawienie G18 lub G19 w aktywnym stanie - program przechodzi dalej, ale kolejny kontur nie jest już liczony tak, jak zakładał postprocesor.
- Założenie, że sterowanie „samo pamięta” intencję - pamięta tylko modalny stan, a nie Twoją logikę obróbki. Jeśli ktoś wcześniej testował maszynę, to blok startowy powinien to nadpisać.
W mojej praktyce najdroższy nie jest błąd, który od razu wywoła alarm. Najdroższy bywa ten, który przechodzi bez protestu, ale zostawia ślad w materiale. Dlatego przy łukach i kompensacji zawsze zaczynam od sprawdzenia, czy aktywna płaszczyzna zgadza się z tym, co zakłada CAM albo ręczne programowanie. I właśnie z tego powodu blok startowy ma większe znaczenie, niż wielu operatorów przyznaje.
Co wpisuję na start, żeby program z G17 był bezpieczny
Jeżeli tworzę program ręcznie albo poprawiam gotowy kod, w bloku startowym ustawiam rzeczy, które mają być jednoznaczne od pierwszej linii. G17 wpisuję jawnie, nawet wtedy, gdy kontroler zwykle startuje w XY. Do tego dochodzą jednostki, kompensacje i tryb bezpiecznego przejazdu.
G90 G17 G21 G40 G49 G54
T01 M06
S8000 M03
G00 X0 Y0 Z5
G01 Z-2 F300Ten układ nie jest „jedynym słusznym”, ale dobrze pokazuje logikę pracy: najpierw ustawiam płaszczyznę, potem tryb absolutny, potem jednostki i anuluję to, co nie powinno wisieć z poprzedniego zadania. Jeśli postprocesor już generuje G17, nie dokładam go w kilku losowych miejscach w programie. Wolę jeden czytelny punkt odniesienia niż powtarzanie komendy bez potrzeby.
- Po ustawieniu G17 sprawdzam pierwszy łuk w symulacji lub trybie grafiki.
- Po głowicy kątowej wracam do XY zanim zacznie się standardowy profil.
- Przy G41/G42 pilnuję, żeby aktywna płaszczyzna odpowiadała geometrii konturu.
- Jeśli program ma mieszać różne orientacje, rozdzielam go na wyraźne sekcje, zamiast liczyć na „pamięć” sterowania.
Jeżeli zapamiętasz tylko jedną rzecz, niech będzie prosta: G17 nie jest ozdobnym dopiskiem, tylko instrukcją, która mówi sterowaniu, jak liczyć geometrię 2D. W większości frezarskich zadań zostaje aktywne przez cały program, a przełączasz je dopiero wtedy, gdy naprawdę wychodzisz poza płaszczyznę stołu. To właśnie ten nawyk najczęściej odróżnia stabilny program od takiego, który działa tylko do pierwszego trudniejszego łuku.