
Dobór dyszy do piaskowania to nie detal, tylko decyzja, która od razu wpływa na wydajność, zużycie powietrza i koszt całej pracy. W praktyce najlepiej posłużyć się tabelą doboru dysz do piaskowania, ale czytać ją razem z parametrami kompresora, węża i rodzaju ścierniwa. Poniżej rozkładam temat na prostą, warsztatową logikę: jak dobrać średnicę, kiedy zmienić materiał dyszy i gdzie najłatwiej popełnić kosztowny błąd.
Najważniejsze liczby i reguły, od których warto zacząć
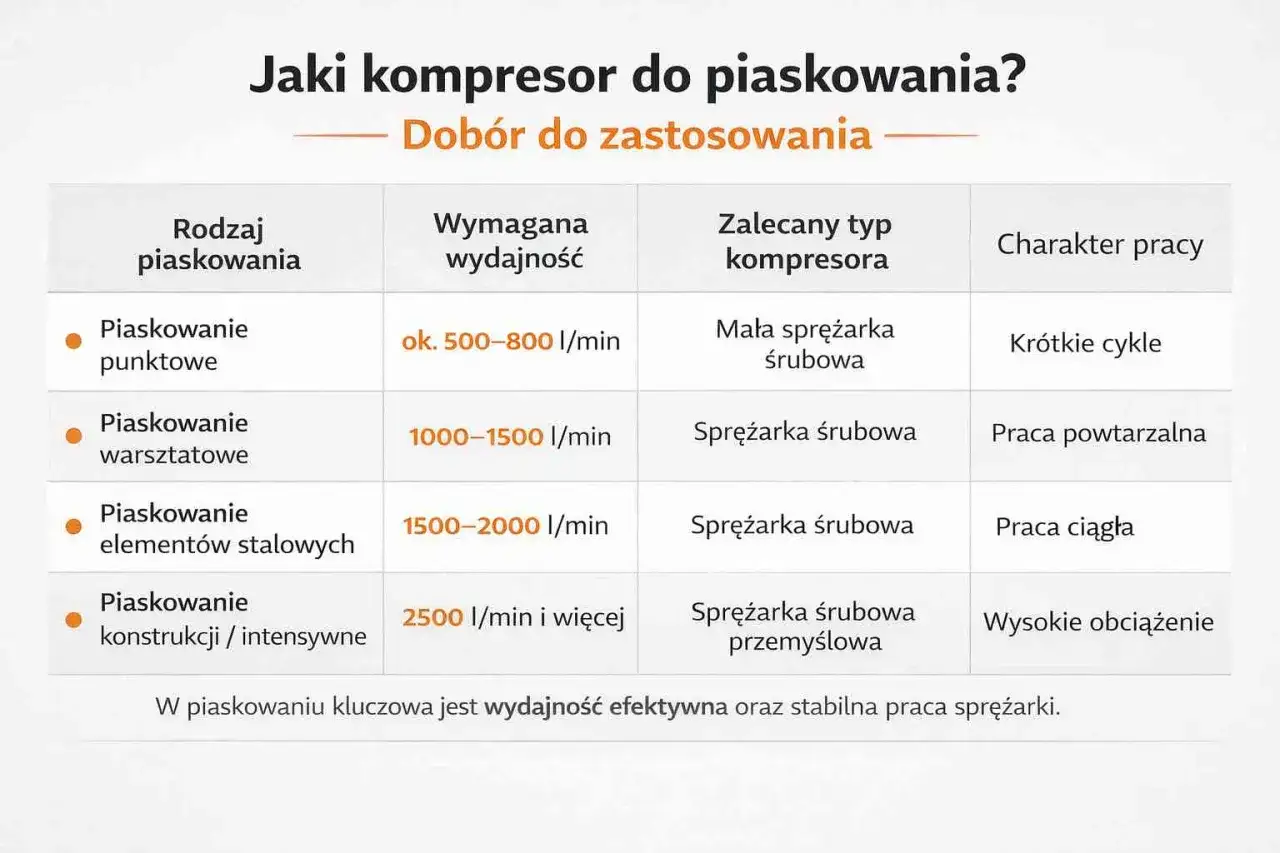
- Najpierw sprawdź realny przepływ powietrza, a nie samą moc silnika kompresora.
- W warsztacie najczęściej sensowny start to #4 lub #5, jeśli układ nie jest zbyt mały.
- Przy dyszy 3/8" i większej zawory oraz rurociąg muszą być odpowiednio szerokie, inaczej układ się zdusi.
- Zużyta dysza pobiera więcej powietrza i psuje stabilność strugi, nawet jeśli „nadal działa”.
- Dłuższy Venturi zwykle daje lepszą wydajność przy pracy produkcyjnej i na trudniejszych powierzchniach.
- Wąż ścierny powinien mieć średnicę wewnętrzną mniej więcej 3-4 razy większą niż otwór dyszy.
Jak czytać dobór bez zgadywania
Ja zaczynam od jednego pytania: ile powietrza mam pod obciążeniem, a nie „na tabliczce”? To ważne, bo dysza o zbyt dużym otworze natychmiast zjada ciśnienie, a zbyt mała dławi strugę i spowalnia pracę. CFM oznacza wydajność powietrza na minutę; w praktyce im większa dysza, tym większy wymagany przepływ i tym bardziej liczy się sprawność całego układu.
Ciśnienie na zbiorniku to nie to samo co ciśnienie na dyszy. Po drodze masz straty na przewodach, złączach, zaworach i w samej piaskarce. Dlatego dwa zestawy z identycznym manometrem potrafią pracować zupełnie inaczej, jeśli jeden ma krótszy i szerszy tor powietrza, a drugi węższe elementy i więcej załamań.
Jeśli miałbym ułożyć prostą kolejność decyzji, wyglądałaby tak: najpierw przepływ kompresora, potem wymagane ciśnienie robocze, później średnica dyszy, a dopiero na końcu wygoda operatora i rodzaj ścierniwa. Dzięki temu nie kupujesz dyszy „na zapas”, który i tak zostanie zduszony przez resztę układu. Gdy ten punkt jest jasny, można przejść do konkretnej ściągi średnic.
Praktyczna ściąga średnic i wydajności
W tej tabeli zestawiam najczęściej używane rozmiary dysz z orientacyjnym zapotrzebowaniem na powietrze przy 100 psi, czyli około 6,9 bar. To wartości, które dobrze nadają się jako punkt startowy do warsztatowych decyzji. W praktyce 1 cfm to około 0,028 m3/min, więc łatwo przeliczyć to na metry sześcienne, jeśli tak opisany jest twój kompresor.
| Rozmiar dyszy | Średnica otworu | Orientacyjny przepływ powietrza | Typowe zastosowanie |
|---|---|---|---|
| #3 | 3/16" 4,8 mm | 45-81 cfm, czyli ok. 1,3-2,3 m3/min | Małe detale, spawy, prace punktowe i dokładniejsze czyszczenie |
| #4 | 1/4" 6,4 mm | 81-137 cfm, czyli ok. 2,3-3,9 m3/min | Uniwersalny wybór do lekkiego i średniego warsztatu |
| #5 | 5/16" 7,9 mm | 137-196 cfm, czyli ok. 3,9-5,6 m3/min | Dobry kompromis między tempem pracy a zapotrzebowaniem na powietrze |
| #6 | 3/8" 9,5 mm | 196-254 cfm, czyli ok. 5,6-7,2 m3/min | Większe konstrukcje, wyższa wydajność, dłuższa praca ciągła |
| #7 | 7/16" 11,1 mm | 254-338 cfm, czyli ok. 7,2-9,6 m3/min | Praca produkcyjna i duże powierzchnie |
| #8 | 1/2" 12,7 mm | 338-548 cfm, czyli ok. 9,6-15,5 m3/min | Duży urobek, wysokie zużycie powietrza, zastosowania ciężkie |
Ważne: te zakresy traktuję jako orientacyjne dla dobrze dobranego układu. Jeśli dysza jest zużyta, ma większy otwór niż nominalny albo tor powietrza jest zbyt wąski, rzeczywiste zapotrzebowanie rośnie, a wydajność spada szybciej, niż podpowiada sama liczba na dyszy. Właśnie dlatego dobór warto zawsze potwierdzić całym układem, nie samą średnicą.
W warsztacie #4 i #5 najczęściej dają najlepszy balans. Zbyt mała dysza bywa frustrująca, ale zbyt duża potrafi zamienić dobrą piaskarkę w zestaw, który bez przerwy gubi ciśnienie. Sama średnica jednak nie wystarczy, bo równie mocno pracuje materiał i kształt dyszy.
Materiał i geometria dyszy decydują o trwałości
Jeśli miałbym wybrać jedną zasadę ponad wszystkie inne, powiedziałbym tak: dobry dobór materiału dyszy potrafi obniżyć koszt pracy bardziej niż drobna zmiana średnicy. W praktyce najczęściej spotkasz trzy sensowne warianty wkładek, a każdy z nich ma trochę inny charakter.
| Materiał | Kiedy ma sens | Na co uważać |
|---|---|---|
| Węglik wolframu | Najbardziej uniwersalny wybór do typowych prac warsztatowych i serwisowych | Przy bardzo agresywnym ścierniwie zużyje się szybciej niż droższe wkładki |
| Węglik krzemu | Gdy liczy się mniejsza masa dyszy i dobra odporność na ścieranie | Jest bardziej wrażliwy na uderzenia i nie lubi brutalnego traktowania |
| Węglik boru | Przy intensywnej pracy, agresywnych mediach i długich zmianach | Wyższy koszt wejścia ma sens głównie tam, gdzie naprawdę dużo pracujesz |
Geometria też ma znaczenie. Dłuższy Venturi zwykle daje lepsze przyspieszenie mieszanki i większą energię strugi, więc sprawdza się przy trudniejszych powierzchniach oraz pracy produkcyjnej. Krótsze dysze dają z kolei lepszą kontrolę w ciasnych miejscach i przy lokalnym czyszczeniu, gdzie nie chodzi o maksymalny zasięg, tylko o precyzyjne prowadzenie strumienia.
W praktyce traktuję to tak: gdy mam prostą powierzchnię i chcę tempo, biorę dłuższy wariant; gdy pracuję w narożnikach, na wspornikach albo przy detalach, wybieram coś bardziej zwartego. Z geometrii dyszy robi się wtedy realne narzędzie, a nie tylko wpis w katalogu. Następny krok to dopasowanie całego toru powietrza, bo właśnie tam najłatwiej „zgubić” wydajność.
Jak dopasować dyszę do kompresora, węża i piaskarki
Najwięcej problemów widzę nie na samej dyszy, tylko na jej otoczeniu: zbyt wąski wąż, za małe złącza, długi tor powietrza i piaskarka, która nie nadąża. Zasada jest prosta: średnica wewnętrzna węża ściernego powinna wynosić około 3-4 razy średnicę otworu dyszy. To nie jest ozdobna regułka, tylko praktyczny filtr na większość kłopotów z przepływem.
- Dysza 6,4 mm dobrze czuje się zwykle przy wężu około 19-26 mm.
- Dysza 9,5 mm potrzebuje już mniej więcej 29-38 mm, a w praktyce często 32 mm lub więcej.
- Dysza 12,7 mm wchodzi w zakres około 38-51 mm i zaczyna wymagać naprawdę solidnego osprzętu.
Przy dyszach 3/8" i większych warto od razu sprawdzić również zawory i średnice rurociągu. Jeśli są za małe, kompresor może mieć na papierze dobre parametry, ale w robocie będzie się dławił. Wtedy rośnie też ryzyko nierównego podawania ścierniwa i szybszego zużycia całego układu.
To samo dotyczy pracy na dłuższych odcinkach. Im więcej po drodze kolanek, szybkozłączy i przewężeń, tym większe straty. Dlatego ja zawsze wolę prostszy, szerszy tor zasilania niż „ładnie poskładany”, ale zbyt ciasny układ. Gdy sprzęt jest już dobrany, największe straty zaczynają się tam, gdzie użytkownik popełnia najwięcej rutynowych błędów.
Najczęstsze błędy, które zjadają wydajność
- Dobór dyszy pod samą średnicę, bez sprawdzenia kompresora - efekt jest przewidywalny: spadek ciśnienia i wolniejsza praca.
- Ignorowanie zużycia otworu - jeśli średnica urośnie o 1/16", czyli około 1,6 mm, dysza nie jest już tym samym elementem co nowa.
- Zbyt mały wąż lub zbyt małe złącza - nawet dobra dysza nie pokaże wtedy pełnej wydajności.
- Praca na za długich przewodach bez marginesu przepływu - układ „działa”, ale nie pracuje stabilnie.
- Użycie zbyt agresywnego ścierniwa do słabej wkładki - przyspiesza erozję i rozjeżdża parametry strugi.
Najgorszy błąd jest paradoksalny: kupić większą dyszę, żeby „przyspieszyć pracę”, a potem stracić czas na walkę z ciśnieniem. W praktyce lepiej dobrać układ tak, by pracował stabilnie przez cały cykl, niż polować na maksymalną średnicę za wszelką cenę. I właśnie dlatego w warsztatach zwykle wygrywa rozsądny kompromis, a nie rekordowy rozmiar.
Jeśli chodzi o planowanie pracy, zawsze patrzę na to samo: czy układ będzie mieć zapas powietrza po 15-20 minutach ciągłej pracy, czy tylko przez pierwsze minuty wygląda dobrze. Ten test bardzo szybko oddziela dobór techniczny od zgadywania. Na tym tle łatwo wskazać, co bym wybrał w typowych zadaniach warsztatowych i przy detalach z obszaru CNC.
Co wybrałbym w typowych zadaniach warsztatowych i CNC
W pracach przy detalach, osłonach, wspornikach, elementach spawanych i przy przygotowaniu powierzchni przed malowaniem proszkowym zwykle zaczynam od #3 albo #4. W otoczeniu CNC i obróbki precyzyjnej ważniejsza bywa kontrola strumienia niż agresja, więc mniejsza dysza często daje lepszy efekt niż „mocniejsza” konfiguracja, która rozrzuca ścierniwo szerzej niż trzeba.
| Scenariusz | Rozmiar startowy | Dlaczego właśnie tak |
|---|---|---|
| Małe detale, narożniki, spoiny | #3 lub #4 | Lepsza kontrola i niższe wymagania wobec kompresora |
| Uniwersalny warsztat | #4 lub #5 | Najlepszy kompromis między tempem a stabilnością pracy |
| Większe konstrukcje stalowe | #6 | Większa wydajność przy sensownym zapasie powietrza |
| Agresywne ścierniwo i długie zmiany | #5 lub #6 w lepszym materiale wkładki | Trwałość zaczyna być równie ważna jak sama średnica |
Jeśli miałbym doradzić jeden bezpieczny start dla większości małych i średnich warsztatów, wybrałbym #4 albo #5. #4 jest bardziej zachowawcza i łatwiejsza do okiełznania, #5 daje już wyraźnie lepsze tempo, ale tylko wtedy, gdy układ powietrzny jest do tego przygotowany. W produkcji liczy się nie tylko „czy da się czyścić”, ale też czy da się czyścić stabilnie przez cały dzień.
To prowadzi do ostatniej rzeczy, którą warto sprawdzić przed zakupem i przed pierwszym uruchomieniem.
Ostatnia kontrola przed zakupem nowej dyszy
Zanim zamkniesz temat, sprawdź cztery rzeczy: realną wydajność kompresora przy roboczym ciśnieniu, średnicę węża ściernego, stan złączy oraz stopień zużycia samej dyszy. Jeśli któryś z tych punktów odstaje, nawet dobra tabela doboru nie uratuje wydajności. Wtedy problem nie leży w średnicy otworu, tylko w reszcie układu.
Ja trzymałbym się prostej zasady: najpierw dopasuj przepływ i osprzęt, potem wybierz materiał wkładki, a dopiero na końcu decyduj, czy chcesz postawić na tempo, precyzję czy trwałość. Taki porządek oszczędza powietrze, ścierniwo i nerwy. Jeśli startujesz od zera, rozsądny wybór to zwykle średni rozmiar, sensowny Venturi i wąż, który nie dławi układu od pierwszej minuty pracy.
Gdy dobór opiera się na przepływie, a nie na zgadywaniu, piaskowanie staje się przewidywalne i po prostu tańsze w eksploatacji.