
Wiercenie w stali, nierdzewce czy aluminium wymaga czegoś więcej niż ostrego czubka. O sukcesie decydują materiał narzędzia, geometria ostrza, kąt wierzchołkowy i to, czy pracujesz ręcznie, czy na maszynie. W obróbce i CNC rodzaje wierteł do metalu trzeba dobierać do materiału, głębokości otworu i sposobu chłodzenia, bo od tego zależy żywotność narzędzia, jakość otworu i tempo pracy.
Najważniejsze zasady wyboru sprowadzają się do materiału, geometrii i warunków pracy
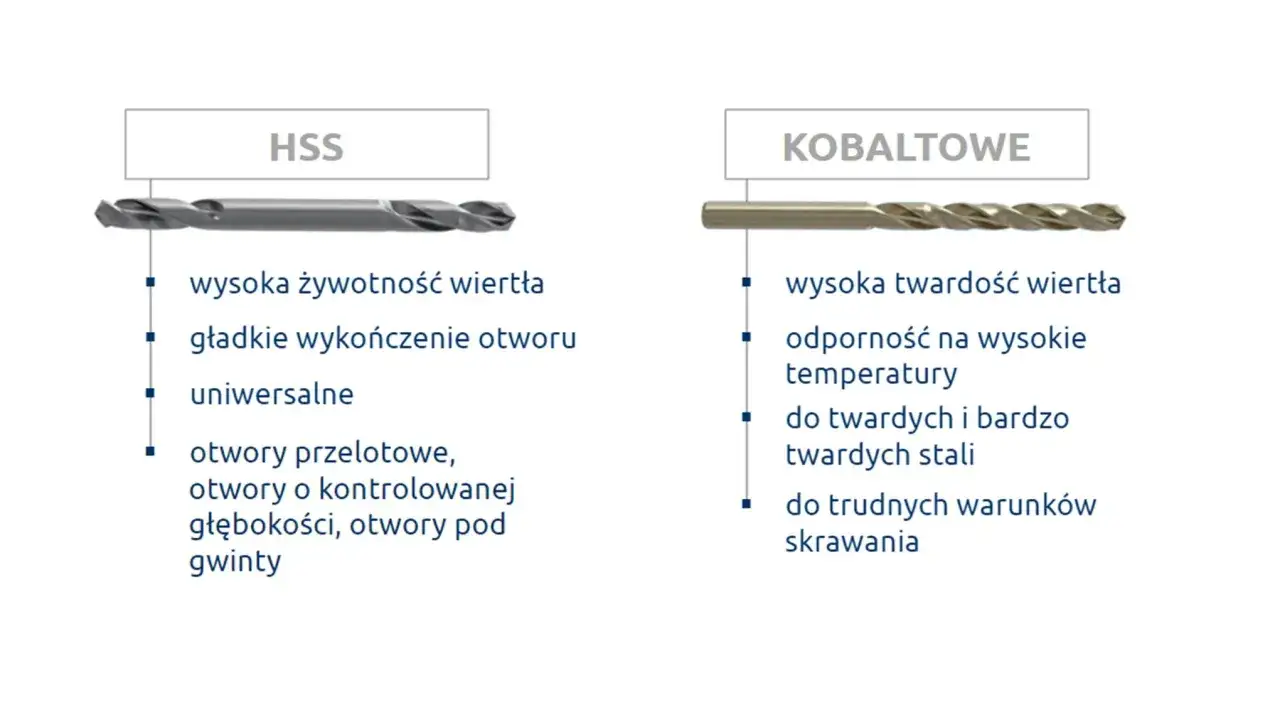
- HSS-G to bezpieczny start do większości prac warsztatowych.
- HSS-Co wybieram do stali nierdzewnej, twardszych stali i wyższych temperatur.
- Pełnowęglikowe wiertła mają sens dopiero wtedy, gdy masz sztywną maszynę i powtarzalny proces.
- Do blach i otworów o zmiennych średnicach bardzo dobrze sprawdzają się wiertła stopniowe.
- W CNC większą różnicę niż sam kolor narzędzia robi bicie, chłodzenie i odprowadzanie wióra.
Czym naprawdę różnią się wiertła do metalu
Największy błąd widzę wtedy, gdy ktoś dobiera narzędzie po kolorze albo średnicy, a pomija materiał i geometrię. W praktyce liczą się trzy rzeczy: z czego jest wykonane wiertło, jak jest szlifowane i czy ma powłokę. Złoty kolor nie oznacza automatycznie „tytanowego” narzędzia - zwykle chodzi o cienką warstwę TiN, która ma zmniejszać tarcie i zużycie, ale nie zastępuje dobrego rdzenia z HSS, kobaltu albo węglika.
Drugi ważny detal to geometria końcówki. Kąt 118° jest bardziej uniwersalny i dobrze sprawdza się w prostych pracach warsztatowych, a 135° lepiej centruje się w twardszych materiałach i przy pracy maszynowej. Do tego dochodzi ostrze dzielone, czyli split point - pomaga ono w rozpoczęciu otworu i ogranicza „uciekanie” wiertła po powierzchni.
Patrzę też na sam uchwyt i długość roboczą. Wiertło cylindryczne pasuje do większości oprawek, stożkowy trzonek sprawdza się przy większych średnicach, a krótsza wersja narzędzia bywa po prostu sztywniejsza. Od tej bazy przechodzę do konkretnych grup narzędzi, bo nazwy na opakowaniu nie zawsze znaczą to samo.
Najważniejsze rodzaje wierteł do metalu i kiedy po nie sięgam
Jeśli mam uporządkować temat praktycznie, dzielę narzędzia nie według marketingu, tylko według zachowania w materiale. Bosch Professional opisuje HSS-G jako szlifowane wiertła do stali stopowej i niestopowej, metali nieżelaznych oraz żeliwa, z naciskiem na trwałość i precyzyjny start otworu. To bardzo sensowny punkt odniesienia dla większości warsztatów.
| Typ wiertła | Co daje | Kiedy ma sens | Ograniczenia |
|---|---|---|---|
| HSS-R | Walcowane, tańsze, wystarczające do prostych zadań | Okazjonalne wiercenie w zwykłej stali i miękkich metalach | Niższa precyzja i trwałość niż w wersji szlifowanej |
| HSS-G | Szlifowana geometria, lepsze centrowanie i wyższa trwałość | Uniwersalny warsztat, montaż, lekkie i średnie prace produkcyjne | Droższe od HSS-R, ale zwykle warte dopłaty |
| HSS-Co / HSS-E | HSS z dodatkiem kobaltu, zwykle 5-8% | Stal nierdzewna, twardsze stale, większe nagrzewanie narzędzia | Bardziej kruche i wyraźnie droższe od zwykłego HSS |
| Powlekane HSS | TiN, TiAlN i podobne powłoki ograniczają tarcie i zużycie | Gdy liczy się żywotność i stabilna, powtarzalna praca | Powłoka nie naprawia złej geometrii ani słabego prowadzenia |
| Pełnowęglikowe (VHM) | Najwyższa sztywność, odporność na temperaturę i precyzja | CNC, produkcja seryjna, trudniejsze stale, wysoka powtarzalność | Wymagają bardzo sztywnego układu i poprawnego chłodzenia |
| Wiertła stopniowe | Jednym narzędziem wykonują kilka średnic, dobrze pracują w blasze | Blachy, cienkościenne profile, powiększanie otworów | Nie zastępują klasycznego wiertła przy grubym materiale |
| Nawiertaki i wiertła centrujące | Pomagają rozpocząć otwór dokładnie tam, gdzie trzeba | Start otworu, CNC, precyzyjne pozycjonowanie | To narzędzia przygotowawcze, nie główne do większości otworów |
W produkcji seryjnej dorzuciłbym jeszcze wiertła modułowe z wymienną płytką, bo przy większych średnicach i powtarzalnych cyklach koszt na otwór potrafi wyjść lepiej niż przy monolityku. Jeśli miałbym wskazać jeden najbardziej uniwersalny wariant do warsztatu, byłby to HSS-G, a przy nierdzewce i trudniejszych stalach przechodzę już na HSS-Co albo VHM. Następny krok jest prosty: dopasować narzędzie do materiału, bo to on najszybciej pokazuje, czy wybór był trafny.
Jak dobrać wiertło do konkretnego materiału
Nie wiercę „w metal” jako takim - wiercę w konkretny materiał, a każdy zachowuje się inaczej. Aluminium potrafi się kleić, stal konstrukcyjna zwykle wybacza więcej, nierdzewka szybko się utwardza od tarcia, a żeliwo daje kruchy wiór i pył. To właśnie dlatego dobór narzędzia zawsze zaczynam od materiału, a dopiero potem patrzę na cenę.
| Materiał | Co wybieram | Dlaczego | Na co uważam |
|---|---|---|---|
| Aluminium i inne metale nieżelazne | HSS-G, czasem krótsze wiertło lub step drill | Ostra geometria ogranicza zadzieranie i poprawia jakość otworu | Wiór lubi się kleić, więc ważne są czyste rowki i odpowiednie smarowanie |
| Stal konstrukcyjna | HSS-G albo HSS-R przy prostych pracach | To najbardziej uniwersalny przypadek | Nie przesadzam z obrotami i pilnuję osiowości |
| Stal nierdzewna | HSS-Co lub VHM | Lepsza odporność na temperaturę i zużycie | Materiał szybko się utwardza przy tarciu, więc chłodzenie i posuw są krytyczne |
| Żeliwo | HSS-G, HSS-Co, a w produkcji VHM | Dobrze znosi ostre, stabilne skrawanie | Pył i kruchość wióra wymagają porządku w strefie pracy |
| Blacha i cienkościenne profile | Wiertło stopniowe lub krótsze HSS | Łatwiej utrzymać kontrolę nad otworem i zadziorami | Trzeba podeprzeć materiał od spodu |
| Stale trudnoobrabialne i produkcja seryjna | Pełnowęglikowe lub modułowe z płytką | Najlepsza trwałość i powtarzalność w stabilnym procesie | Wymagana jest sztywna maszyna i poprawne chłodzenie |
W praktyce trzymam się prostej zasady: do zwykłej stali i aluminium wystarcza mi HSS-G, do nierdzewki i twardszych gatunków sięgam po HSS-Co, a w dobrze ustawionej produkcji wchodzi pełny węglik. Zawsze sprawdzam też zalecenia producenta, bo powłoka nie jest uniwersalnym lekarstwem - czasem pomaga, a czasem jest tylko dodatkiem do źle dobranego narzędzia. Kiedy materiał jest już jasny, w CNC i na maszynie wchodzi drugi poziom decyzji: sztywność, chłodzenie i prowadzenie narzędzia.
Co zmienia się w CNC i przy pracy maszynowej
W CNC mniej wybacza się przypadkowości. Dobre wiertło nadal pomaga, ale bez sztywnego układu, niskiego bicia i poprawnego chłodzenia nawet świetny monolit szybko traci sens. Ja patrzę na wiercenie jak na cały układ: materiał, oprawkę, program, chłodzenie i dopiero na końcu na samą geometrię narzędzia.
Sztywność układu
Bicie promieniowe, czyli niewielkie odchylenie osi narzędzia od osi obrotu, potrafi zniszczyć małe wiertło szybciej niż zły parametr skrawania. Przy cienkich średnicach nawet ułamki milimetra robią różnicę, więc kontroluję wysięg, oprawkę i stan uchwytu. Kennametal podkreśla, że węglik spiekany jest wyraźnie twardszy od kobaltu, ale też bardziej kruchy, dlatego w praktyce wymaga bardzo stabilnego prowadzenia.
To dlatego w produkcji wolę krótsze narzędzia, solidną oprawkę i sensowny naddatek na sztywność całego układu, zamiast „ratować” się samą klasą materiału. Gdy maszyna ma luzy albo detal jest słabo zamocowany, drogie wiertło nie pomoże tak bardzo, jak się zwykle zakłada. Z tej samej przyczyny następny temat to chłodzenie i wiór.
Chłodzenie i wiór
Przy krótkich otworach w miękkich materiałach da się pracować bardzo prosto, ale im głębiej wchodzę, tym bardziej liczy się odprowadzenie wióra. Wiertła z kanałami chłodzącymi mają sens tam, gdzie temperatura i ewakuacja wióra zaczynają dominować nad samą szybkością skrawania. W głębokim otworze nie liczę na to, że wiór sam „zejdzie” - trzeba mu pomóc ruchem, chłodziwem albo cyklem przerywanym.
Wiercenie przerywane, czyli peck drilling, stosuję wtedy, gdy wiór ma tendencję do zakleszczania się albo gdy otwór robi się wyraźnie głębszy od średnicy narzędzia. To spowalnia proces, ale często ratuje jakość otworu i żywotność wiertła. Najwięcej problemów w praktyce zaczyna się jednak jeszcze wcześniej, czyli przy samym starcie otworu.
Przeczytaj również: Piła taśmowa do drewna - Prędkość? Nie zgaduj!
Nawiercanie i start otworu
Jeśli otwór ma być dokładny, lubię zacząć od nawiertaka albo wiertła centrującego. Taki punkt prowadzący zmniejsza ryzyko zejścia narzędzia z osi i poprawia powtarzalność, szczególnie na gładkich powierzchniach i przy pracy seryjnej. W wielu przypadkach split point wystarcza, ale przy CNC i droższych detalach i tak wolę mieć przygotowany, stabilny start.
Właśnie dlatego przy produkcji precyzyjnej najpierw pilnuję oprawki, chłodzenia i programu, a dopiero potem samej marki wiertła. Gdy te trzy warunki są spełnione, można jeszcze sporo poprawić samą techniką pracy - i tu łatwo o kosztowne błędy.
Najczęstsze błędy, które niszczą otwory i narzędzia
- Dobór po kolorze zamiast po materiale. Złote wiertło nie zawsze jest lepsze od srebrnego, a ciemna powłoka nie robi z narzędzia automatycznie wersji „do wszystkiego”.
- Zbyt wysokie obroty i zbyt mały posuw. Wiertło zaczyna wtedy bardziej trzeć niż skrawać, więc szybko się grzeje i tępi.
- Brak chłodzenia albo zły środek przy nierdzewce i twardszych stalach. To najkrótsza droga do przegrzania krawędzi skrawającej.
- Zbyt duży wysięg narzędzia i słabe mocowanie detalu. Taki układ podnosi drgania i pogarsza jakość otworu.
- Ignorowanie wióra w głębokim otworze. Zakleszczony wiór potrafi uszkodzić ostrze albo zablokować całe wiercenie.
- Używanie stępionego wiertła do kolejnych materiałów. To pozorna oszczędność - w praktyce psuje otwór i męczy maszynę.
- Brak punktowania przy wymagającej geometrii. Gdy detal ma ślizgającą się powierzchnię, narzędzie lubi „uciec” zanim wejdzie w materiał.
Jeśli otwór zaczyna się grzać, dymić albo wychodzi z wyraźnym zadziorom, zwykle nie jest to sygnał do mocniejszego docisku, tylko do korekty parametrów. Skoro wiesz już, co wpływa na jakość otworu, łatwo wskazać zestaw narzędzi, który naprawdę ma sens w warsztacie i na małej produkcji.
Jak zbudować zestaw, który naprawdę wystarcza
Nie kupuję od razu kompletów „do wszystkiego”, bo najczęściej kończy się to szufladą pełną narzędzi, z których regularnie używa się trzech. Lepiej mieć mniej, ale w naprawdę dobrym zakresie zastosowań. Dla większości warsztatów i małych zakładów wystarcza mi taki układ:
- jeden porządny zestaw HSS-G do codziennych prac w stali i metalach nieżelaznych,
- mały komplet HSS-Co do nierdzewki i twardszych stali,
- wiertło stopniowe do blachy i cienkościennych profili,
- nawiertak albo wiertło centrujące do startu otworu,
- kilka pełnowęglikowych narzędzi do CNC, jeśli masz sztywną maszynę i powtarzalną produkcję,
- wiertło modułowe z wymienną płytką, gdy średnice są większe, a seria robi się opłacalna ekonomicznie.
Jeśli miałbym zostawić jedną prostą regułę, brzmiałaby tak: najpierw dopasuj wiertło do materiału, potem do maszyny, a dopiero na końcu do ceny. W warsztacie najczęściej wygrywa HSS-G, przy nierdzewce i twardszych stalach wchodzi HSS-Co, a w dobrze ustawionym CNC najlepiej pracuje pełny węglik albo wiertło modułowe. Taki porządek wyboru oszczędza czas, zmniejsza ryzyko uszkodzenia detalu i pozwala kupować narzędzia, które faktycznie pracują, a nie tylko dobrze wyglądają w katalogu.