
Łożysko wieńcowe to jeden z tych elementów, których zwykle nie widać, ale to on decyduje, czy maszyna obrotowa pracuje pewnie, płynnie i bez nadmiernych luzów. W ciężkim sprzęcie bierze na siebie jednocześnie duże obciążenia osiowe, promieniowe i moment przechylający, więc każdy błąd doboru, montażu albo smarowania szybko wychodzi w praktyce. Poniżej rozbijam temat na budowę, dobór, montaż i obsługę, żeby łatwiej ocenić, czego naprawdę potrzebuje dana aplikacja.
Co trzeba wiedzieć przed doborem i montażem
- To wielkogabarytowe łożysko toczne przenoszące jednocześnie obciążenia osiowe, promieniowe i przechylające.
- Najczęściej pracuje w koparkach, żurawiach, wiertnicach, obrotnicach i innych wolnoobrotowych układach o dużej masie.
- O wyborze decydują nie tylko wymiary, lecz także nośność statyczna, rodzaj uzębienia, sztywność i warunki pracy.
- Najwięcej szkód robi źle przygotowana baza montażowa, niewłaściwy docisk śrub i brak kontroli luzu zazębienia.
- Smarowanie trzeba dopasować do pyłu, wilgoci, temperatury i trybu pracy, a nie do jednego uniwersalnego interwału.
- Przy pęknięciach, wybitych otworach i rozległym zużyciu bieżni regeneracja zwykle przestaje być opłacalna.
Jak zbudowany jest wieniec obrotowy i co to zmienia w pracy maszyny
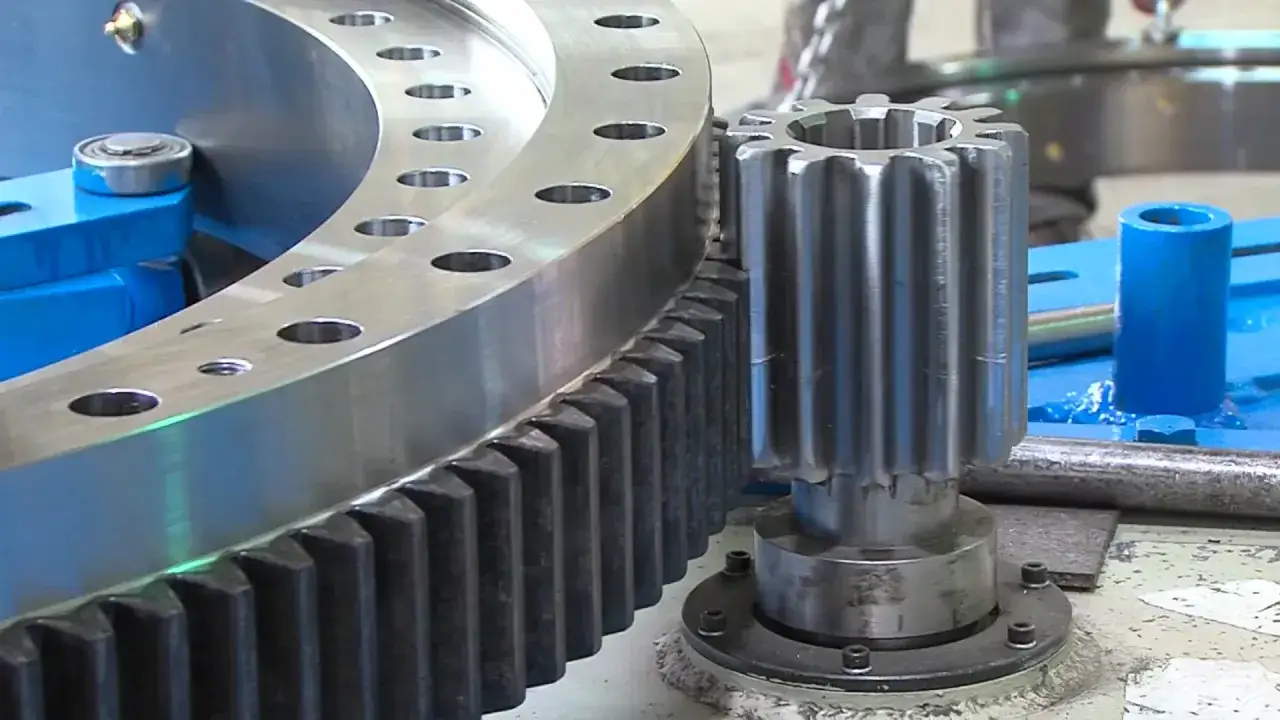
W praktyce to łożysko toczne dużej średnicy, najczęściej złożone z dwóch pierścieni, elementów tocznych, uszczelnień i często z uzębienia na jednym z pierścieni. W dużych wykonaniach średnica wewnętrzna przekracza 0,3 m, a średnica zewnętrzna potrafi sięgać od około 0,1 do nawet 18 m, więc nie jest to detal, tylko pełnoprawny element nośny całego układu obrotu. Taki wieniec ma pracować w ruchu wolnym, ale pod bardzo dużym obciążeniem i przy wyraźnych momentach przechylających.
- Pierścień wewnętrzny i zewnętrzny przenoszą siły na konstrukcję maszyny i tworzą bazę całego układu.
- Bieżnie to utwardzone ścieżki pracy elementów tocznych; ich stan wprost wpływa na hałas, opory i trwałość.
- Elementy toczne ograniczają tarcie i przenoszą obciążenie, ale wymagają czystego smaru i stabilnego osadzenia.
- Uzębienie pozwala zintegrować napęd obrotu z maszyną bez osobnej, ciężkiej przekładni.
Warto też rozumieć, co oznacza moment przechylający: to próba „przechylenia” nadbudowy względem osi obrotu, a nie tylko zwykłe dociążenie z góry. To właśnie ten parametr bardzo często odróżnia dobry dobór od zakupu po samym wymiarze zewnętrznym. I tu naturalnie przechodzimy do tego, gdzie taki element sprawdza się najlepiej.
Gdzie taki element pracuje najlepiej
Jeżeli patrzę na zastosowania praktyczne, myślę przede wszystkim o maszynach, które obracają się wolno, ale przenoszą duże siły i pracują w trudnym środowisku. W tej grupie różnice między aplikacjami bywają większe, niż wygląda to na pierwszy rzut oka.
| Maszyna | Co jest dla niej najważniejsze | Na co patrzę w praktyce |
|---|---|---|
| Koparka | Udary, pył, zmienne obciążenie | Sztywność, uszczelnienie, odporność na zabrudzenia |
| Żuraw obrotowy | Duży moment przechylający i stałe obciążenie | Dokładność osadzenia, kontrola śrub, stabilność napędu |
| Wiertnica lub palownica | Obciążenia zmienne i wstrząsy | Nośność statyczna, smarowanie, odporność na uderzenia |
| Obrotnica stołu lub manipulator | Precyzyjne pozycjonowanie | Luz roboczy, sztywność, powtarzalność ruchu |
| Maszyna przeładunkowa | Częste zmiany kierunku i intensywna eksploatacja | Utrzymanie smaru i szybka kontrola zużycia |
Najbardziej zdradliwe są aplikacje pozornie podobne. Dwie maszyny o zbliżonych gabarytach mogą wymagać zupełnie innego wieńca, jeśli jedna pracuje w skałach, a druga w lżejszych robotach ziemnych. Dlatego sam katalog nie wystarcza; trzeba jeszcze dobrać właściwy wariant konstrukcyjny.
Jak dobrać właściwy wariant do obciążenia i napędu
Nie dobieram takiego elementu po samym wymiarze zewnętrznym. W ciężkiej mechanice ważniejsze bywają realne obciążenia, charakter pracy i to, jak zbudowany jest napęd obrotu. Szczególnie istotna jest nośność statyczna oznaczana jako C0, bo przy wolnym ruchu i dużych siłach to ona często mówi więcej niż sam katalogowy zapis o prędkości.
| Kryterium | Co oznacza | Wpływ na wybór |
|---|---|---|
| Nośność statyczna C0 | Odporność na duże obciążenie bez trwałego odkształcenia | W maszynach ciężkich często ważniejsza niż sama prędkość obrotowa |
| Obciążenie osiowe i promieniowe | Siły działające wzdłuż osi i prostopadle do niej | Przy dużych momentach lepiej sprawdzają się warianty o wyższej nośności |
| Rodzaj napędu | Zębatka wewnętrzna, zewnętrzna albo brak uzębienia | Wpływa na zabudowę przekładni i serwis |
| Sztywność i luz | Ile układ może się ugiąć i jaki luz roboczy jest dopuszczalny | Przy precyzyjnym pozycjonowaniu nie wolno tego traktować jako drugorzędnej cechy |
| Warunki środowiskowe | Pył, woda, sól, temperatura, wstrząsy | Decydują o uszczelnieniach i smarze |
| Wykonanie | Kiedy je wybieram | Co trzeba uwzględnić |
|---|---|---|
| Z uzębieniem wewnętrznym | Gdy napęd ma być osłonięty i zabudowa ma być kompaktowa | Trudniejszy dostęp do inspekcji i regulacji |
| Z uzębieniem zewnętrznym | Gdy liczy się prostszy montaż napędu i łatwiejsza obsługa | Zębnik jest bardziej narażony na środowisko |
| Bez uzębienia | Gdy obrót realizuje osobny układ napędowy | Większa swoboda konstrukcyjna, ale więcej części w układzie |
Jeśli mam uprościć decyzję do jednego zdania, powiedziałbym tak: konstrukcje kulkowe są zwykle bardziej uniwersalne, a wałeczkowe lepiej znoszą wysokie obciążenia i momenty. W praktyce nie ma jednak jednego „najlepszego” rozwiązania - wygrywa ten wariant, który pasuje do geometrii maszyny i jej realnego trybu pracy. Z taką decyzją przechodzę od razu do montażu, bo to on potrafi zniweczyć nawet dobry dobór.
Montaż, który naprawdę decyduje o trwałości
Nawet najlepszy dobór nie uratuje źle przygotowanej bazy. W dużych wieńcach montaż jest równie ważny jak sama specyfikacja, bo cienkościenne pierścienie źle znoszą punktowe obciążenia i nierówny docisk śrub.
- Sprawdzam płaskość, czystość i sztywność gniazda.
- Usuwam zadziory, resztki spawów i wszelkie zanieczyszczenia z powierzchni przylegania.
- Ustawiam element zgodnie z dokumentacją producenta i oznaczeniami montażowymi.
- Dokręcam śruby etapami, krzyżowo, najlepiej kluczem dynamometrycznym albo napinaczem hydraulicznym, i robię to co najmniej w dwóch etapach.
- Na końcu kontroluję luz zazębienia, płynność obrotu i równomierność docisku.
W dużych średnicach nie lubię oszczędzać na narzędziach: klucz dynamometryczny lub napinacz hydrauliczny daje dużo pewniejszy wynik niż montaż „na wyczucie”. Zbyt mała płaskość bazy, nierówny docisk śrub albo podparcie pierścienia tylko w jednym punkcie potrafią skrócić życie całego układu szybciej niż sama praca pod obciążeniem.
- Błąd, który widzę najczęściej, to brak ponownej kontroli śrub po pierwszym okresie pracy.
- Drugie klasyczne potknięcie to pominięcie regulacji luzu zazębienia po złożeniu układu.
- Trzecie to zabrudzenie elementu już na etapie transportu i ustawiania.
Jeżeli po montażu ruch nie jest równy, nie zakładałbym od razu, że winny jest sam wieniec. Najpierw sprawdzam bazę, śruby, ustawienie napędu i stan zębnika, bo tam bardzo często kryje się źródło problemu. Kiedy ten etap jest dopięty, sensownie można przejść do smarowania i diagnostyki.
Smarowanie i kontrola stanu bez zgadywania
Nie ma jednego interwału smarowania, który działałby dla wszystkich maszyn. W pyłach, wilgoci i przy częstych zmianach kierunku trzeba go skracać, a w osłoniętych układach można go wydłużać zgodnie z kartą katalogową i realnym obciążeniem. W praktyce smar nie jest dodatkiem „na wszelki wypadek”, tylko jednym z głównych warunków pracy.
| Objaw | Co zwykle oznacza | Pierwszy krok |
|---|---|---|
| Chrobot, szum, lokalne przeskoki | Zużycie bieżni, zanieczyszczenie lub brak smaru | Zatrzymanie i inspekcja |
| Wzrost temperatury | Za mało smaru, zbyt duży opór albo błędny luz | Pomiar i korekta smarowania |
| Nierówny obrót | Lokalne uszkodzenie albo deformacja gniazda | Sprawdzenie geometrii i śladów pracy |
| Metaliczne drobiny w smarze | Postępujące zużycie powierzchni | Analiza stanu i decyzja o dalszej eksploatacji |
| Rośnie luz połączenia | Luz śrub lub wypracowanie bieżni | Kontrola momentu dokręcenia i zużycia |
W większych maszynach dobrze działa kontrola drgań, analiza smaru i okresowy pomiar luzu. To nie jest przesadna ostrożność, tylko najtańszy sposób, żeby zobaczyć problem zanim zatrzyma cały układ. A gdy diagnostyka pokazuje realne zużycie, pojawia się już pytanie o sens regeneracji.
Kiedy regeneracja ma sens, a kiedy lepiej zamówić nowy element
Przy uszkodzeniu tak dużego elementu nie chodzi wyłącznie o koszt części. W grę wchodzi demontaż, ustawienie ciężkiego podzespołu, czas postoju i ryzyko, że problem wróci, jeśli nie poprawi się bazy montażowej. Dlatego decyzję o regeneracji podejmuję tylko wtedy, gdy rzeczywiście ma ona techniczne uzasadnienie.
- Regeneracja ma sens, gdy uszkodzenie ogranicza się do zużycia powierzchni, uszczelnień albo lokalnych śladów pracy i producent dopuszcza odnowienie.
- Wymiana jest rozsądniejsza, gdy widać pęknięcia, rozległe wyłuszczenia, trwałe odkształcenie pierścienia lub wybite otwory montażowe.
- O ekonomii decyduje przestój, bo w maszynach ciężkich zatrzymanie często kosztuje więcej niż sam komponent.
Jeśli ktoś oferuje „szybkie uratowanie” bez oceny gniazda, śrub i geometrii, podchodzę do tego ostrożnie. Sama naprawa wieńca bez usunięcia przyczyny zwykle kończy się tylko odroczeniem problemu. I właśnie dlatego na końcu warto wrócić do podstaw.
Co naprawdę przesądza o długiej pracy w praktyce
Gdybym miał zostawić jedną praktyczną zasadę, brzmiałaby tak: dobór zaczyna się od obciążenia i geometrii, a kończy na montażu i serwisie. Samo „duże i mocne” nic nie mówi, jeśli nie wiadomo, jak maszyna pracuje, w jakim brudzie stoi i jak często zmienia kierunek.
- Sprawdź realny profil obciążenia, nie tylko dane katalogowe maszyny.
- Oceń płaskość bazy i stan śrub jeszcze przed montażem.
- Ustal sensowny plan smarowania i kontroli luzu, zamiast reagować dopiero na hałas.
- Przy pierwszych objawach zużycia porównaj koszt regeneracji z kosztem przestoju.
W ciężkich maszynach to właśnie te cztery punkty najczęściej decydują, czy układ obrotu będzie pracował stabilnie przez lata, czy zacznie generować luz, hałas i przestoje po pierwszym sezonie. Jeśli trzymasz się tej kolejności, łatwiej kupić właściwy element, poprawnie go zamontować i nie wracać do tego samego problemu po kilku miesiącach.