
Moduł liniowy to gotowy zespół mechaniczny, który zamienia ruch obrotowy napędu w kontrolowany przesuw wzdłuż jednej osi. W praktyce łączy prowadzenie, napęd i pozycjonowanie, dlatego sprawdza się w maszynach CNC, podajnikach, dozownikach i automatyce warsztatowej. W tym tekście pokazuję, jak działa taki układ, czym różni się wersja śrubowa od pasowej i na co patrzeć, żeby nie przepłacić za precyzję, której aplikacja w ogóle nie potrzebuje.
Najważniejsze informacje w skrócie
- Układ liniowy łączy prowadnicę, wózek i napęd, więc upraszcza budowę osi w maszynie.
- Napęd śrubowy daje zwykle najwyższą dokładność, a pasowy lepiej znosi większą prędkość i dłuższy skok.
- W katalogach spotyka się rozwiązania śrubowe z dokładnością rzędu 0,01 mm oraz pasowe pracujące nawet do 5 m/s.
- O wyborze decydują nie tylko siła i długość osi, ale też luz zwrotny, sztywność, środowisko pracy i sterowanie.
- Najczęstsze problemy wynikają z błędnego osiowania, zbyt małej ochrony przed pyłem oraz złego doboru silnika.
Jak działa zespół liniowy i z czego się składa
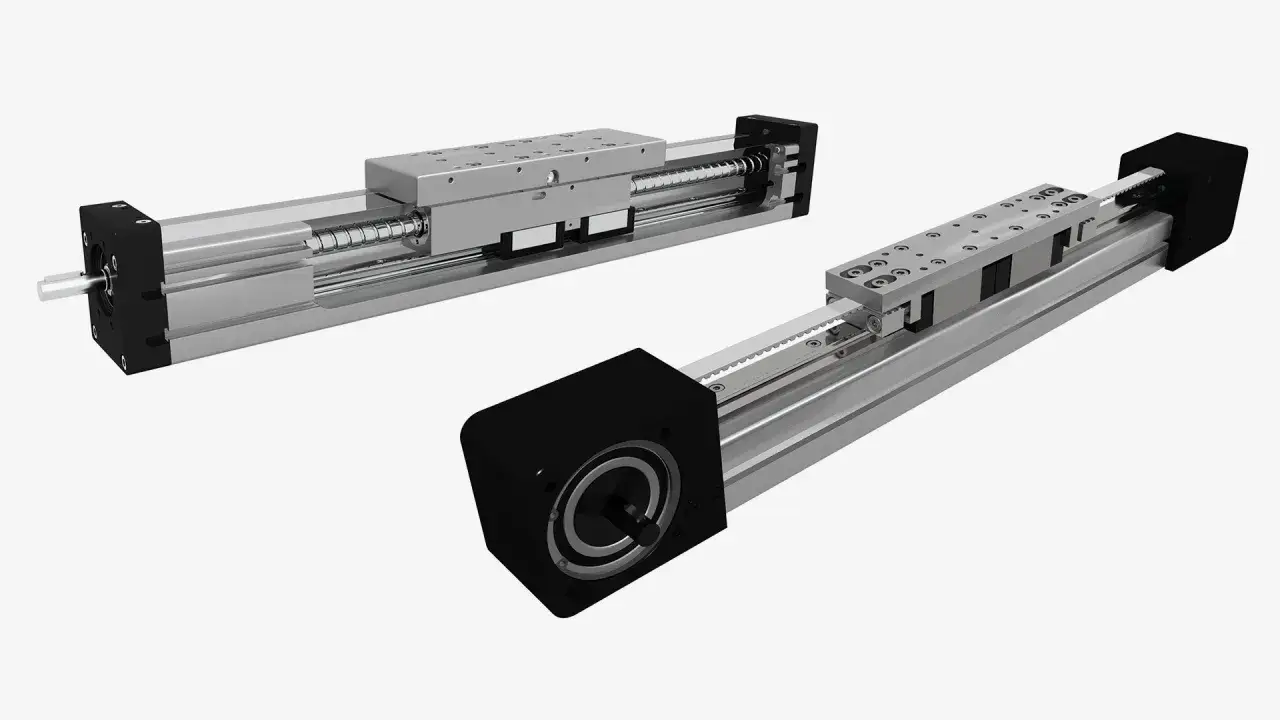
Najprościej mówiąc, taki układ ma zrobić jedną rzecz bardzo dobrze: przesunąć wózek po prostej, bez zbędnego luzu i bez walki z geometrią maszyny. W środku prawie zawsze znajdziesz profil nośny, prowadnicę, wózek, element napędowy oraz miejsce do montażu silnika i czujników krańcowych. To właśnie połączenie tych elementów odróżnia gotowy zespół od zwykłej prowadnicy, która sama w sobie tylko prowadzi ruch, ale nie generuje przesuwu.
W praktyce konstrukcja wygląda tak:
- Profil aluminiowy lub stalowy - stanowi bazę całej osi i przenosi obciążenia na maszynę.
- Prowadnica liniowa - odpowiada za prostoliniowy ruch i utrzymanie geometrii.
- Wózek - to część robocza, do której mocuje się chwytak, narzędzie, czujnik albo platformę.
- Napęd - najczęściej śruba kulowa, pasek zębaty albo listwa zębata.
- Silnik i sprzęgło - nadają ruch, a sprzęgło kompensuje niewielkie nieosiowości przy montażu.
- Elementy pomocnicze - krańcówki, osłony, prowadniki kablowe i układ smarowania.
Z mojego doświadczenia wynika, że największy błąd pojawia się wtedy, gdy ktoś patrzy wyłącznie na sam napęd, a ignoruje prowadzenie. Jeśli prowadnica jest zbyt lekka, źle osiowana albo źle zabezpieczona, żadna „mocniejsza” śruba nie uratuje dokładności. To ważne rozróżnienie, bo właśnie ono prowadzi do wyboru właściwego wariantu konstrukcji.
Jakie rozwiązania spotyka się najczęściej i kiedy wybrać każde z nich
W praktyce rynek dzieli się na kilka rodzin rozwiązań i każda ma swój sens. Nie ma jednego najlepszego wariantu, jest za to wariant najlepiej dopasowany do zadania. Jeśli wybierasz układ do automatyki warsztatowej, CNC albo prostego stanowiska pozycjonującego, najczęściej będziesz porównywać śrubę kulową, napęd pasowy, listwę zębatą i silnik liniowy.
| Rozwiązanie | Mocne strony | Ograniczenia | Gdzie sprawdza się najlepiej |
|---|---|---|---|
| Śruba kulowa | Bardzo dobra precyzja, mały luz zwrotny, sztywna praca | Niższa prędkość, wymaga smarowania i starannego montażu | Pozycjonowanie, dozowanie, wiercenie, wciskanie, precyzyjne osie |
| Pasek zębaty | Wysoka prędkość, długie skoki, prostsza konstrukcja, niższy koszt wejścia | Mniejsza dokładność niż śruba, podatność na sprężystość paska | Transport, pick and place, szybkie przesuwy, lekkie portale |
| Listwa zębata | Dobre dla długich osi, wysoka dynamika, łatwiejsze skalowanie długości | Wymaga dobrego ustawienia i sterowania luzem | Portale, duże formaty, osie o większym zasięgu |
| Silnik liniowy | Najwyższa dynamika, brak klasycznego przeniesienia mechanicznego, bardzo mały luz | Wyższy koszt, większe wymagania sterowania i chłodzenia | Zaawansowana automatyka, bardzo szybkie cykle, aplikacje premium |
Jeśli mam wskazać prostą regułę, to brzmi ona tak: śruba kulowa wygrywa tam, gdzie liczy się dokładność, a pas zębaty tam, gdzie liczy się tempo. W katalogach spotyka się rozwiązania pasowe osiągające nawet 5 m/s oraz przyspieszenia rzędu 50 m/s², natomiast napędy śrubowe bywają opisywane dokładnością pozycjonowania dochodzącą do 0,01 mm. To nie są wartości uniwersalne dla każdej osi, ale dobrze pokazują skalę kompromisu między prędkością a precyzją.
W tej sekcji warto też pamiętać o długości skoku. Przy dłuższych osiach napęd pasowy i listwa zębata zwykle stają się rozsądniejsze niż śruba, bo łatwiej utrzymać sensowne gabaryty, masę ruchomą i koszty. To prowadzi nas do pytania, jak dobrać rozwiązanie do realnego zadania, a nie do katalogu.
Jak dobrać napęd do obciążenia, prędkości i precyzji
Dobór zaczynam od czterech pytań: jak daleko ma się przesuwać, jak szybko ma to robić, jak ciężki jest element roboczy i jak dokładnie trzeba trafiać w punkt. Dopiero potem patrzę na cenę. To ważne, bo najtańszy wariant często jest najdroższy w eksploatacji, jeśli trzeba go później ratować większym silnikiem, częstymi korektami albo dodatkowymi osłonami.
Nie myl dokładności z powtarzalnością
To rozróżnienie robi ogromną różnicę. Dokładność mówi, jak blisko zadanej pozycji trafiasz za pierwszym razem. Powtarzalność pokazuje, czy po wielu cyklach wracasz w to samo miejsce. W prostej automatyce warsztatowej można czasem zaakceptować umiarkowaną dokładność, jeśli powtarzalność jest stabilna. Gdy jednak masz dozowanie, docisk, wiercenie albo montaż detalu, obie cechy muszą być policzone osobno.
Obciążenie to nie tylko masa
Przy doborze patrzę nie tylko na kilogramy, ale też na momenty zginające, bezwładność i położenie środka ciężkości. Długi chwytak z lekkim detalem potrafi obciążyć oś bardziej niż krótszy, cięższy uchwyt. To właśnie dlatego w praktyce katalogowej pojawiają się ograniczenia nie tylko co do siły, ale też do dopuszczalnego momentu i konfiguracji montażu.
Prędkość i skok muszą być policzone razem
Jeśli oś ma wykonywać krótkie, częste ruchy, liczy się dynamika i czas rozpędzania. Przy dłuższym skoku ważniejsze staje się utrzymanie stabilności i brak drgań. Dla osi powyżej kilku metrów zwykle bardziej opłaca się układ pasowy albo zębaty, bo klasyczna śruba staje się coraz mniej wygodna konstrukcyjnie. W takich miejscach warto też sprawdzić, czy producent podaje długości profilu rzędu 6 m, bo to praktyczny sygnał, że system jest przygotowany do większego zasięgu.
Środowisko pracy bywa ważniejsze niż sama mechanika
Pył, chłodziwo, wióry, wilgoć i temperatura potrafią skrócić życie osi szybciej niż przeciążenie nominalne. W warsztacie czy w małej automatyce często lepiej działa rozwiązanie prostsze, ale dobrze osłonięte, niż bardzo precyzyjny układ pozostawiony bez zabezpieczeń. Jeśli środowisko jest trudne, szukam wersji z osłoną mieszkową, osłoną blaszana, elementami bezsmarowymi albo z dodatkowymi uszczelnieniami. W niektórych aplikacjach bezsmarowe prowadzenie ma sens nie dlatego, że jest „lepsze”, tylko dlatego, że upraszcza utrzymanie ruchu.
To właśnie te kryteria decydują, czy oś będzie pracowała spokojnie przez lata, czy zacznie sprawiać problemy po kilku miesiącach. Kiedy już wiadomo, jaki wariant wybrać, trzeba go jeszcze dobrze wpiąć w automatykę.
Jak włączyć go do automatyki bez komplikowania projektu
Mechanika i sterowanie muszą grać razem. Sam świetny zespół liniowy nie rozwiąże problemu, jeśli silnik będzie źle dobrany, a sterownik nie poradzi sobie z rampami przyspieszenia albo bazowaniem. W małych układach warsztatowych często wystarcza silnik krokowy, ale tylko wtedy, gdy obciążenie jest przewidywalne, a projekt zostawia zapas momentu. Jeśli ruch ma być szybszy, zmienny albo bardziej wymagający, bezpieczniej przejść na serwo.
Krokowiec czy serwo
Krokowiec jest prostszy, tańszy i łatwiejszy do uruchomienia. Dobrze sprawdza się w osiach pomocniczych, dozownikach i prostych podajnikach. Serwo daje lepszą kontrolę, wyższą dynamikę i domkniętą pętlę sprzężenia zwrotnego, więc lepiej znosi zmienne obciążenia. Jeśli projekt ma być niezawodny, a nie tylko „działający na stole”, właśnie ta różnica zwykle przesądza o jakości całej osi.
Homing, krańcówki i ograniczenia programowe
Nie pomijam bazowania. Nawet dobrze zbudowana oś potrzebuje referencji, żeby sterowanie wiedziało, gdzie jest zero. Do tego dochodzą krańcówki twarde i miękkie limity w sterowniku. To niby drobiazg, ale bez nich pierwszy błąd programu potrafi skończyć się uderzeniem w mechanikę, a potem długim szukaniem winnego. W praktyce najbezpieczniej działa układ, w którym ograniczenia są zarówno po stronie hardware, jak i software.
Przeczytaj również: Napęd łańcuchowy - Jak działa? Dobór, montaż i trwałość
Kablowanie i prowadzenie energii
Przewody też są częścią osi, choć często traktuje się je jak dodatek. Przy długim skoku potrzebny jest prowadnik kablowy, inaczej żyły będą się łamać, skręcać albo ocierać o profil. To szczególnie ważne w maszynach z częstymi przyspieszeniami. Dobry prowadnik nie jest luksusem, tylko elementem wpływającym na trwałość całego układu.
Gdy mechanika i sterowanie są spójne, oś pracuje płynnie i nie wymaga ciągłych korekt. Najczęściej jednak psują ją nie same założenia konstrukcyjne, tylko błędy montażowe i eksploatacyjne, które da się łatwo przewidzieć.
Jakie błędy najczęściej psują dokładność i trwałość
W serwisie i przy uruchomieniach widzę kilka powtarzalnych problemów. Co ważne, większość z nich nie wynika z „wady produktu”, tylko z niedoszacowania warunków pracy albo pośpiechu przy montażu. Jeśli chcesz uniknąć poprawek po pierwszym tygodniu działania, sprawdź poniższą listę zanim uruchomisz oś na produkcji.
- Złe osiowanie - prowadnice są skręcone lub niewspółosiowe, więc układ pracuje z oporem i traci precyzję.
- Przewymiarowane oczekiwania wobec napędu pasowego - pasek dobrze znosi szybkość, ale nie zastąpi sztywności śruby kulowej.
- Brak osłon - pył, wióry i chłodziwo wchodzą do prowadnicy szybciej, niż większość osób zakłada na etapie projektu.
- Za mały zapas momentu - silnik działa na granicy, grzeje się i gubi rezerwę przy zmianie obciążenia.
- Pomijanie smarowania - przy układach kulkowych to prosta droga do wzrostu tarcia i spadku żywotności.
- Brak kontroli luzu zwrotnego - po czasie oś zaczyna „odjeżdżać” od zadanej pozycji, mimo że sterowanie wygląda poprawnie.
Jeśli chcesz szybko zdiagnozować problem, zacznij od pytania: czy błąd wynika z geometrii, napędu czy środowiska? W praktyce najczęściej winne są dwa pierwsze, ale trzeci bywa tym, który najbardziej skraca życie całego układu. Tę logikę warto mieć z tyłu głowy również wtedy, gdy wybierasz komponent do nowego projektu.
Co sprawdzam przed zamówieniem, żeby projekt miał sens
Przed zakupem lub zleceniem wykonania osi robię krótką listę kontrolną. To oszczędza czas bardziej niż późniejsze poprawki, bo od razu widać, czy projekt jest policzony, czy tylko opisany ogólnikami. Dla mnie najważniejsze są zawsze te same punkty:
- zakres skoku roboczego i długość całkowita profilu,
- maksymalna prędkość, przyspieszenie i liczba cykli na godzinę,
- dopuszczalne obciążenie, moment i orientacja montażu,
- wymagana dokładność oraz powtarzalność,
- warunki pracy: pył, wilgoć, chłodziwo, temperatura,
- sposób sterowania, bazowania i zabezpieczenia krańcowe,
- dostępność części zamiennych, smarowania i osłon.
Jeśli mam wskazać jedną praktyczną zasadę, to brzmi ona tak: najpierw definiuję ruch, obciążenie i środowisko, a dopiero potem dobieram napęd. Odwrócenie tej kolejności niemal zawsze kończy się przewymiarowaniem albo niedoszacowaniem całego układu. Dobrze zaprojektowana oś liniowa nie musi być najbardziej efektowna w katalogu, ale powinna po prostu działać stabilnie, cicho i bez nerwowych poprawek przy każdym przeglądzie.