
W praktyce języki programowania plc służą nie do „ładnego kodowania”, tylko do tego, by sterownik był czytelny, stabilny i łatwy w utrzymaniu przez lata. Dobrze dobrany język skraca uruchomienie maszyny, ułatwia diagnostykę i zmniejsza ryzyko kosztownych poprawek po wdrożeniu. Poniżej pokazuję, które języki naprawdę mają dziś znaczenie, kiedy używa się każdego z nich i jak podejść do wyboru bez zbędnych kompromisów.
Najważniejsze informacje w skrócie
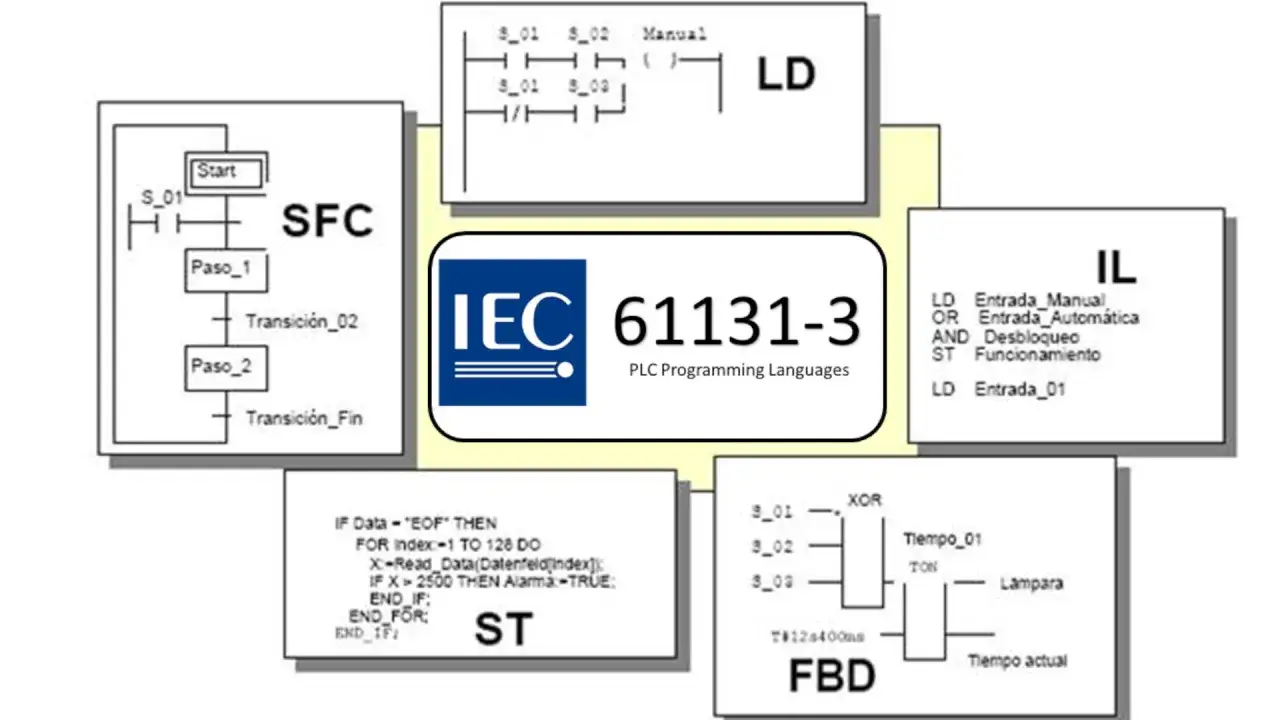
- W nowoczesnych sterownikach trzon stanowią LD, FBD, ST i SFC, a IL ma dziś głównie znaczenie historyczne lub migracyjne.
- LD najlepiej sprawdza się w prostych logikach dwustanowych, blokadach i diagnostyce serwisowej.
- FBD jest wygodny przy blokach funkcyjnych, sygnałach analogowych i regulacji procesu.
- ST wybieram tam, gdzie liczą się obliczenia, tablice, pętle i bardziej złożona logika danych.
- SFC porządkuje sekwencje, etapy i przejścia, zwłaszcza w maszynach pracujących krokowo.
- Najlepsze projekty PLC zwykle łączą kilka języków zamiast opierać się na jednym.
Jak dziś wyglądają najważniejsze języki PLC
Jeśli patrzę na współczesne środowiska PLC, to widzę przede wszystkim cztery języki, które faktycznie robią robotę w codziennej automatyce: LD, FBD, ST i SFC. W starszych instalacjach pojawia się jeszcze IL, ale w nowych projektach traktuję go bardziej jako element migracji niż pełnoprawny wybór do budowy systemu od zera. Aktualna norma IEC 61131-3 porządkuje ten świat dość jasno: chodzi o wspólny sposób opisu logiki sterowania, a nie o jeden „najlepszy” styl programowania.
| Język | Charakter | Najlepsze zastosowanie | Ograniczenie |
|---|---|---|---|
| LD | Graficzny, drabinkowy | Logika dwustanowa, blokady, styczniki, proste sekwencje | Przy rozbudowie potrafi stać się mało przejrzysty |
| FBD | Graficzny, blokowy | Bloki funkcyjne, sygnały analogowe, przetwarzanie sygnałów | Duże projekty wymagają dyscypliny w układaniu bloków |
| ST | Tekstowy | Obliczenia, tablice, pętle, obsługa danych, bardziej złożona logika | Trudniejszy dla osób przyzwyczajonych wyłącznie do schematów |
| SFC | Graficzny, sekwencyjny | Maszyny krokowe, procesy etapowe, przejścia stanów | Nie zastępuje dobrze opisanej logiki blokad i wyjątków |
| IL | Tekstowy, instrukcyjny | Migracje, utrzymanie starszych instalacji | W nowych wdrożeniach ma coraz mniejsze znaczenie |
W polskich realiach dochodzi jeszcze warstwa nazewnictwa producentów: LD bywa opisywany jako LAD lub KOP, FBD jako FUP, a ST w Siemensie często funkcjonuje jako SCL. To nie są drobiazgi, bo serwisant czy automatyk musi umieć rozpoznać ten sam pomysł zapisany różnymi etykietami. Z tej mapy najłatwiej przejść do pytania ważniejszego: który język wybrać do konkretnego zadania.
Kiedy wybrać LD, FBD, ST lub SFC
Ja zwykle nie zaczynam od pytania „który język jest lepszy”, tylko „co dokładnie ma robić sterownik”. Wtedy wybór robi się prostszy, bo każdy z tych języków ma swoją mocną stronę. Dobrze napisany program PLC często łączy je ze sobą: LD do warstwy podstawowej, FBD do bloków i sygnałów analogowych, ST do obliczeń, a SFC do przebiegu procesu.
| Typ zadania | Najlepszy wybór | Dlaczego właśnie ten |
|---|---|---|
| Proste układy start/stop, blokady, styki, sygnalizacja | LD | Jest czytelny dla elektryków i bardzo szybki w diagnostyce |
| Przetwarzanie sygnałów analogowych, bloki funkcyjne, regulatory | FBD | Naturalnie pokazuje przepływ danych między blokami |
| Obliczenia, receptury, tablice, operacje na danych, komunikacja | ST | Najlepiej radzi sobie z logiką tekstową i strukturami danych |
| Maszyny pracujące etapami, kolejność operacji, stany i przejścia | SFC | Porządkuje sekwencję i ułatwia śledzenie postępu procesu |
| Utrzymanie starej instalacji | Ten sam język, w którym napisano projekt | Najmniej ryzykowna jest spójność z istniejącym kodem |
W praktyce największy błąd początkujących polega na tym, że próbują wszystko zrobić jednym narzędziem. Da się, ale nie ma to sensu. LD rozrośnięty do kilkudziesięciu szczebli staje się ciężki w utrzymaniu, ST bez sensownej struktury zamienia się w tekstowy chaos, a SFC bez dobrych blokad potrafi ukryć realne problemy zamiast je rozwiązać. Z tego powodu dobry projekt PLC przypomina bardziej zestaw dobrze dobranych narzędzi niż monolit zapisany w jednej notacji.
Dlaczego ta sama logika wygląda inaczej w różnych platformach
Teoretycznie standard IEC ma ułatwiać przenoszenie programu między systemami, ale ja patrzę na to ostrożnie: standard nie oznacza identyczności. Inaczej wyglądają biblioteki, inaczej nazwy bloków, inaczej adresowanie sygnałów, a czasem nawet sposób debugowania online. W jednym środowisku to, co producent nazywa ST, będzie niemal dokładnym odpowiednikiem klasycznego Structured Text, w innym pojawią się dodatkowe rozszerzenia albo własna składnia, która działa tylko tam.
Najczęstsze różnice, na które zwracam uwagę, to:
- nazwy języków i skróty interfejsowe, które zależą od producenta, a nie od samej normy;
- gotowe biblioteki bloków funkcyjnych, często różniące się zakresem i sposobem wywołania;
- obsługa typów danych, struktur i tablic, która potrafi mocno zmienić ergonomię programu;
- diagnostyka online, force, trace i podgląd wartości, czyli to, co najbardziej liczy się przy uruchamianiu;
- rozszerzenia vendorowe, które przyspieszają pracę, ale osłabiają przenośność projektu.
To właśnie dlatego nie lubię obietnicy „napiszesz raz, uruchomisz wszędzie”. W sterownikach PLC to działa tylko częściowo. Jeśli projekt ma kiedyś trafić na inną platformę, trzeba od początku pilnować prostych reguł: ograniczać zależność od egzotycznych funkcji, dobrze opisywać bloki i nie mieszać logiki procesu z warstwą sprzętową. Po tym etapie najczęściej pojawia się kolejne pytanie: jak uczyć się tego bez zgadywania i bez chaosu w głowie.
Jak uczyć się tych języków bez gubienia logiki procesu
Gdybym miał wskazać najrozsądniejszą kolejność nauki, zacząłbym od LD, potem przeszedł do FBD, a dopiero później do ST i SFC. Powód jest prosty: najpierw trzeba zrozumieć, jak myśli sterowanie dyskretne, potem jak przepływają dane w blokach, a dopiero na końcu jak wygodnie opisywać bardziej złożone operacje tekstowo. W praktyce ta kolejność oszczędza mnóstwo czasu, bo nie wpycha początkującego od razu w najtrudniejszy fragment.
- Najpierw naucz się czytać logikę LD i rozumieć zależności między wejściem, wyjściem i blokadą.
- Potem przejdź do FBD i ćwicz łączenie bloków funkcyjnych, liczników, timerów oraz prostych regulatorów.
- Następnie wejdź w ST i pracuj na zmiennych, pętlach, instrukcjach warunkowych oraz operacjach na tablicach.
- Na końcu układaj większe sekwencje w SFC, żeby zobaczyć, jak łączyć kroki procesu z warunkami przejścia.
- Ćwicz na małych zadaniach: przenośnik, pompa, mieszalnik, brama, licznik detali, prosta stacja napełniania.
Najlepiej działa nauka przez krótki, konkretny projekt, a nie przez abstrakcyjne przykłady oderwane od maszyn. Ja polecam zadania, w których od razu widać sens decyzji: sygnał awarii, opóźnienie załączenia, licznik cykli, przejście między etapami. Do tego dochodzi rzecz ważna, choć często pomijana: bezpieczeństwo. Logika standardowa PLC nie zastępuje certyfikowanego systemu safety, więc jeśli projekt dotyczy zatrzymania awaryjnego, kurtyn lub stref ryzyka, wybór języka to tylko jeden z elementów układanki.
Co naprawdę decyduje o jakości programu w sterowniku
Po latach pracy z automatyką mam jedno dość praktyczne przekonanie: najlepszy program PLC nie jest ten, który używa „najbardziej zaawansowanego” języka, tylko ten, który da się utrzymać bez zgadywania. Dlatego patrzę przede wszystkim na strukturę, nazewnictwo i odpowiedzialność bloków, a dopiero potem na samą notację. Dobrze napisany projekt potrafi przetrwać zmianę operatora, serwisanta i nawet części sprzętu bez konieczności przepisywania wszystkiego od zera.
- Jedna funkcja, jeden blok - mieszanie wielu zadań w jednym miejscu szybko mści się podczas uruchamiania.
- Wyraźne nazwy zmiennych - `Start_Pompy`, `Alarm_Niski_Poziom` czy `Krok_Mieszania` mówią więcej niż skróty bez kontekstu.
- Rozdzielenie sekwencji i blokad - proces ma działać krokowo, ale zabezpieczenia muszą być czytelne i niezależne.
- Powściągliwość w rozszerzeniach producenta - przyspieszają pracę, lecz utrudniają późniejszą migrację.
- Testowanie online i offline - bez sprawdzenia przebiegu sygnałów nawet dobry kod potrafi zaskoczyć.
Jeśli miałbym zostawić jedną praktyczną wskazówkę, brzmiałaby tak: nie szukaj jednego „najlepszego” języka dla całej automatyki. W PLC wygrywa zestaw dobranych metod, a nie ideologia. Dobrze zaprojektowany program łączy czytelność LD, porządek SFC, elastyczność ST i wygodę FBD, a dzięki temu naprawdę ułatwia pracę ludziom, którzy później będą tę maszynę uruchamiać, serwisować i rozwijać.